
联系方式
- 联系人: 吴经理
- 手机:13507910339
- 邮箱:5880818@qq.com
- 地址: 中国 江西 南昌 青山湖区 解放东路青山湖南大道金城国际钢材市场43栋20号
- 邮编:330000
产品列表
-
 新余钢板卷折加工钢板南昌铁板中厚板批发 ¥2800.0元/件 议价
新余钢板卷折加工钢板南昌铁板中厚板批发 ¥2800.0元/件 议价 -
 槽钢批发现货江西黑铁槽钢一件钢材 ¥2800.0元/吨 议价
槽钢批发现货江西黑铁槽钢一件钢材 ¥2800.0元/吨 议价 -
 螺旋管现货江西螺旋管批发一件螺旋管厂家 ¥2800.0元/吨 议价
螺旋管现货江西螺旋管批发一件螺旋管厂家 ¥2800.0元/吨 议价 -
 螺纹钢批发大量库存螺纹钢现货一件螺纹钢 ¥2800.0元/吨 议价
螺纹钢批发大量库存螺纹钢现货一件螺纹钢 ¥2800.0元/吨 议价 -
 贵溪角钢三角钢批发南昌黑铁63角钢 ¥2800.0元/吨 议价
贵溪角钢三角钢批发南昌黑铁63角钢 ¥2800.0元/吨 议价 -
 南昌花纹板江西防滑板4.0花纹板现货 ¥2800.0元/吨 议价
南昌花纹板江西防滑板4.0花纹板现货 ¥2800.0元/吨 议价 -
 南昌焊接钢管批发江西焊管现货厂家赣州焊管现货 ¥2800.0元/吨 议价
南昌焊接钢管批发江西焊管现货厂家赣州焊管现货 ¥2800.0元/吨 议价 -
 工字钢加工16工字钢现货江西工字钢批发厂家 ¥2800.0元/吨 议价
工字钢加工16工字钢现货江西工字钢批发厂家 ¥2800.0元/吨 议价
详情
重型热轧H型钢在大跨度桁架和钢梁中的焊接应用
随着热轧H型钢应用的不断发展,国产重型热轧H型钢正式市场化,在国内应用于大型公共建筑中。以大跨度楼面桁架的应用为例,介绍了重型热轧H型钢的焊接方法及焊接过程的工艺措施,通过分析焊接过程中容易出现的各种问题,提出检测及解决的方法,为重型热轧H型钢进一步工程应用提供重要借鉴与参考。
随着热轧H型钢应用的不断发展,国产重型热轧H型钢正式市场化,在国内应用于大型公共建筑中。以大跨度楼面桁架的应用为例,介绍了重型热轧H型钢的焊接方法及焊接过程的工艺措施,通过分析焊接过程中容易出现的各种问题,提出检测及解决的方法,为重型热轧H型钢进一步工程应用提供重要借鉴与参考。
序言
在洛阳市科技馆工程中,五层楼面结构采用大跨度钢桁架空间结构,桁架为H型截面的双层桁架,跨度54m,在十字交叉处桁架跨度75m,钢材选用牌号为Q390GJC的重型热轧H型钢板厚达70mm,该重型热轧H型钢应用于国内大跨度公共建筑主体结构上。
在高层或超大跨度的公共建筑中,往往通过各种复杂的空间结构来实现建筑的结构设计,而重型热轧H型钢的应用,可获得更加优化的结构性能。热轧H型钢相对于焊接H型钢而言,其截面尺寸更加标准,材料性能较好,大大降低了焊接与焊缝检测工作量,为现场施工提供便利性。目前,国内热轧H型钢的使用量在钢结构工程中占比较小,主要在工业建筑领域应用较多[1],在民用建筑领域还有较大的发展空间。
2
390GJC重型热轧H型钢技术指标
2.1 力学性能与化学成分
Q390GJC钢力学性能见表1。由表1可知,材料具有较高的屈服强度和抗拉强度、较高的储备。由钢材的断面收缩率性能可看出,选用的重型热轧H型钢在颈缩区的应力状态产生的塑性变形量优于普通钢材,满足厚度方向抗撕裂性能。
表1 Q390GJC钢力学性能
Q390GJC 钢化学成分见表2 。由表2可知,该钢中添加了V、Ti、Nb等合金元素,且wV+Ti+Nb=0.1%、碳当量CEV=0.45%,焊接裂纹敏感性指数Pcm=0.275%。通过以上指标可看出,钢材抗开裂性优良,焊接冷裂纹敏感性好,但在焊接工程中需严格控制预热、层间温度,焊后进行保温处理[2]。
表2 Q390GJC钢化学成分(质量分数)(%)
2.2 焊接材料性能
根据390GJC钢的材料成分确定焊接材料,选用氢含量较低的焊接材料,确保与母材强度等强。工程现场选用了T492T1-1C1A型药芯焊丝,保护气体为纯度99.98le;-40℃)的CO2。焊丝的化学成分见表3,其熔敷金属的力学性能见表4。
表3 焊丝的化学成分(质量分数)(%)
表4 焊丝熔敷金属的力学性能
3
焊接工艺
3.1 焊接方法及设备
在焊接工作开始前,针对该工程390GJC钢的焊接施工特点,按照GB 50661—2011《钢结构焊接规范》[3]进行工艺评定试验,确定焊接方法、焊接材料、焊接道次、坡口形式及预热温度等基本信息。为确定切合实际的工艺参数和焊接措施,选场具有代表性的母材、焊丝等,由焊接人员在同环境条件下施焊,焊接完成后进行检测,并出具焊接工艺评定报告。
该工程结构主要是外露型构件,根据现场施工条件,结合钢材焊接性能,采用CO2药芯焊丝气体保护焊进行焊接。该方法由于熔敷速度为焊条电弧焊的2~3倍,且焊接时更加稳定,容易脱渣,产生的飞溅较少,因此焊道成形更加美观。在现场焊接过程中,更加适应现场的用电环境,适应焊接电流、电弧电压条件范围广。根据钢材的材料性能以及H型钢的板厚,确定焊接时的预热温度为80℃,层间温度≤200℃,在焊前对坡口进行砂轮打磨,焊接道次间需清理焊渣及飞溅物,主要焊接参数见表5。
表5 主要焊接参数
3.2 焊接节点构造
焊接的节点主要为单边V形坡口,如图1所示。坡口采用切割机加工,用角磨机修磨。在对接接头和T形接头的两端安装引弧板与引出板,在焊条电弧焊或者半自动焊时,尺寸一般50mm×30mm×t(t为板厚),自动焊时一般为120mm×80mm×t,选择与H型钢母材性能相近的板材,焊后通过气割的方式进行切割并磨平。
a)对接接头 b)T形接头
图1 不同接头的坡口形式
根据15G909-1—2015《钢结构连接施工图示(焊接连接)》[4]确定该工程的H型钢上下翼缘过焊孔的切角构造,如图2所示。热轧H型钢下翼缘上平焊坡口侧腹板与翼缘连接焊缝更近,在热影响区更容易形成应力集中,因此过焊孔大小与加工质量对焊接质量影响较大,此次应控制过焊孔R角半径为45mm。
a)对接接头坡口 b)T形接头坡口
图2 过焊孔切角构造
3.3 焊接质量控制
(1)焊接质量要求
该工程H型钢构件现场拼接接头上下各100mm,以及框架梁柱节点梁的翼缘上下各600mm范围内,均要求全熔透焊接,焊缝等级为其他坡口焊缝要求全熔透焊接的质量等级为二级,部分坡口焊缝及部分外加贴脚焊缝的质量等级为三级,角焊缝按三级焊缝检测。焊缝的表面缺陷要100%进行检测,不能存在裂纹、焊瘤等缺陷。当采用重型热轧H型钢进行组装焊接时,仅考虑组装接头即可,重型热轧H型钢本身为一体铸造结构,相对于焊接H型钢,不仅结构更可靠,而且内部应力小,对结构更有利。
焊接作业前,检查焊接现场条件是否满足焊接工艺评定试验结果的要求,尤其是焊丝、保护气体等。由于焊接时温度较低,所以焊前预热及焊后保温措施应严格按照评定的标准进行[5]。在焊接过程中,应在试弧板上对比调试焊接电流、电弧电压,确保符合工艺评定的要求。
(2)焊接顺序
该工程重型热轧H型钢焊接主要为桁架杆件现场拼装焊缝的焊接。确定焊接顺序时主要是以焊接变形少为原则,采用对称焊接方式,先焊接变形量大的部位,焊接时平衡加热量以降低焊接应力的不利影响。具体焊接顺序如下:①先焊主弦杆的对接焊缝。②再焊斜腹杆与主弦杆焊缝。③H型钢的两条焊缝不同时焊接。沿中间向两边的方向进行对称跳焊,以减少扭曲变形的发生。
(3)焊前预热及保温措施
该工程使用热轧H型钢的楼面桁架正好处于冬季施工中,对于低温条件下焊接的低合金钢采用焊前预热和焊后热处理措施,平衡加热,使焊接变形和收缩量减小[6]。预热及焊后热处理的温度按照焊接工艺评定要求进行控制,主要采用电加热法进行焊前预热及层间温度加热,板厚<20mm时也可用火焰加热。预热的温度采用接触式热电偶测温仪进行测量,焊接接头两端板厚不同时,以厚板确定预热温度。预热时,在焊缝的两侧进行加热,加热宽度为焊件待焊处厚度的1.5倍以上,且需>100mm,在加热区域钢材背面测温,测量点在距电弧经过前的焊接点各方向≥75mm处,根据板厚不同,适当提高正面预热温度,从而使全板厚达到规定的预热温度;当用火焰加热器时正面测量应在加热停止后进行。层间温度范围的值与预热温度相同,其值应满足母材热影响区不过热的要求,焊接层间温度低于250℃。焊后进行消氢热处理,在焊接完成后立即加热到300~350℃。保温时间按每25mm板厚≥1h确定,达到保温时间后用岩棉被包裹缓冷。其加热、测温方法和操作人员培训要求与预热相同。焊后如果进行焊缝返修,需要在焊接返修处以高于正常预热温度50℃的温度进行预热,且预热的区域也需要加宽,以防止产生焊接裂纹。
根据现场施工进度,钢结构提升完成预计在11月底,为地减小温度变化在结构上产生的内力和变形,在跨度较大位置的接头焊接需要严格控制环境温度,选择在天气晴朗的中午前后,此时温度与该市全年平均气温接近。其他环境下,当环境风速>2m/s时,应采用适当的挡风措施或采用抗风式焊机;当环境风速>8m/s或相对湿度≥80%时,需停止露天焊接。
4
焊接常见问题及解决措施
4.1 焊缝检测方法
根据GB 50205—2020《钢结构工程施工质量验收标准》[7]和GB 50661—2011《钢结构焊接规范》[3]的规定进行焊缝检测,其中全熔透焊缝全部进行超声波或射线检测,二级焊缝按20%抽样检测。焊缝检测时根据同一施焊条件的焊缝数量计算百分比,对热轧H型钢对接焊缝周围的母材也要进行检测。焊缝检测时需注意焊缝表面是否出现裂纹、气孔、咬边、焊高不足等情况,并进行记录。对于内部缺陷通过超声波进行检测,检测焊缝是否存在夹渣、未熔合、未焊透等缺陷。
4.2 焊接裂纹及防止措施
在焊接构件施工过程中,焊接裂纹是难处理的一种缺陷。裂纹较轻微时还可返修,裂纹较严重时构件只能报废。焊接裂纹包含以下几种类型:弧坑或焊脚或焊缝根部裂纹、焊缝或熔合线或热影响区裂纹、表面或内部贯穿裂纹、层状撕裂等[8]。该工程的楼面桁架采用了整体提升的施工方法,在提升前和提升后,针对上述问题进行了全焊缝的检查。经检查,发现在楼面桁架进行拼装焊接的前期始终未发现裂纹缺陷,但在拼装基本成形后,由于桁架内应力随着拼装过程不断处于变化的状态,在重型热轧H型钢R角位置,由于受较大的焊接应力影响,所以在对现场700余处过焊孔检查时,发现5处从过焊孔位置向腹板延伸的裂纹,裂纹长度均<50mm。现场及时钻止裂孔后,对这些裂纹进行修复处理,并对所有主焊缝存在疑似裂纹的位置进行磁粉和超声波检测,对焊缝两侧500mm范围内进行二次打磨,对母材进行检测,未再发现相关缺陷。
经研究发现,焊缝裂纹出现位置相同,全部出现在热轧H型钢的下翼缘与腹板交接位置,且均为坡口侧裂纹。热轧H型钢的上翼缘处由于过焊孔的存在,故不易形成应力集中。而下翼缘上平焊坡口侧腹板与翼缘连接焊缝更近,在热影响区更容易形成应力集中。与其他未出现焊缝裂纹的相同桁架位置进行对比,发现存在质量问题的下翼缘过焊孔存在R角半径偏小,且存在加工质量偏差较大的情况。裂纹产生区域如图3所示。
图3 裂纹产生区域
针对重型热轧H型钢的焊接,需要严格执行预定的焊接构造措施,设置规范的坡口及过焊口,对于小角度、窄间隙的焊接坡口,容易造成焊缝成形系数过小的问题,应该避免使用这种坡口。焊接过程中应尽量减少焊接应力对型钢的影响,确保焊接材料的化学成分与焊接母材匹配,同时对焊接过程中的电流与速度进行控制,焊前要加强预热,以此来减缓焊缝在冷却结晶过程中的冷却速度。通过制定合理的焊接顺序,使大多数焊缝在较小的拘束度下焊接地减少焊缝收缩拉力;同时焊后须要对焊缝进行消氢处理,使焊缝中的氢含量降低,从而有效地减少冷裂纹的出现[4]。
4.3 补强措施
(1)焊缝表面缺陷
主要表现为焊缝表面出现的未焊满、咬边、裂纹、电弧擦伤、根部收缩、夹渣、接头不良及气孔等,大部分缺陷能够通过肉眼直接发现。但是,不同等级的焊缝质量要求也会不同,通常采取磁粉或渗透检测来确定裂缝的大小。针对焊缝表面缺陷的处理,通常采用打磨机进行打磨或使用铲凿、钻、铣等方法进行完善;针对焊缝尺寸存在不达标或者弧坑未填满等问题,采取补焊的方法进行处理;而对焊缝表面产生裂纹的问题,则需要采取碳弧气刨除去裂纹的方法,重新焊接,以此来修复裂纹[9]。
(2)内部缺陷
在检测后发现的内部缺陷,须要对返修部位的长度、深度等信息进行确认,并附加返修方案。在返修前,可用砂轮或碳弧气刨清除返修部位的渗碳层,使其露出纯净的金属光泽,以方便仔细检查裂纹清除是否如出现焊缝长度过长的情况,可对其进行分段退焊。当返修部位出现焊接中断的情况,则须采取后热或者相应的保温措施,再次对返修部位进行焊接时则需要先进行无损检测,确认无裂纹后才可以进行补焊[5]。补焊时若预热温度比原焊接预热温度高,且正反面在相同部位时,不允许进行超过两次的返修。补焊后仍需要进行再次检测,若返修还有不合格的情况,则须重新书写返修方案,在调查清楚原因后再次进行返修。补焊后若检测合格,则要详细编写施工记录和无损检测报告等相关材料,以便进行归档留存。在焊接过程中产生变形的构件,可以采用温度≤900℃的热矫正,使构件恢复正常。若采用热矫正和机械矫正同时进行的方法,则须注意避免出现蓝脆现象,在加热后要注意缓慢冷却。
(3)过焊孔裂纹处理
当过焊孔裂纹向翼缘延伸时,考虑翼缘钢板厚度较厚,结构部位重要性更大[10],需进行换板处理;当过焊孔裂纹向腹板进行延伸时,考虑腹板钢板厚度较薄,结构部位重要性相对较小,可采取裂纹修复的方法进行处理。
根据GB 50661—2011《钢结构焊接规范》相关要求,确定裂纹的起止点,在起止点位置分别钻一个直径为12~16m m的止裂孔,以此来清除裂纹;同时在腹板一侧增加一个规格为20mm×200mm×300mm的补强板(见图4),另一侧加工成一个侧边斜面角>10°的凹槽,并在碳弧气刨后清理掉渗碳层。接着根据全焊透对接焊缝的要求,将温度调整到100~150℃进行预热,通过低氢焊接的方法进行焊接。焊接结束后,需要进行超声波和磁粉检测。经检测合格后,要在焊缝位置粘贴胶带对其进行保护,方便使用防火涂料后仍然可以进行观察。

a)起止点钻孔止裂

b)背面焊接25mm厚补强板

c)正面刨成斜口、全熔透焊接

d)焊后检测
图4 下翼缘裂纹补强处理
5结束语
重型热轧H型钢相比焊接H型钢应用于工程中不仅大大增加了工程施工的便利性,降低了加工成本,而且结构内部应力更小,质量更可靠。在大跨度楼面桁架中,重型热轧H型钢的材料性能与力学性能满足设计要求,在焊接工程中,应按照焊接工艺评定的要求执行各项标准规定,规范开坡口和过焊口。由于重型热轧H型钢应用时涉及较多厚板焊接,所以焊前预热和焊后保温需严格执行工艺要求。焊后进行无损检测,对于产生的缺陷,制定合理的返修补强措施,确保桁架焊接质量。
最新资讯
-
 H型钢生产常见五种轧制缺陷
H型钢生产常见五种轧制缺陷近几十年来,随着连铸技术的进步和在线计算机控制轧制自动化程度的提升,H型钢生产工艺也日益成熟。从异形坯到成品的轧制过程,受到轧件温度相对较低、金属塑性变差等条件的限制。首要的是要防止在轧制过程中产生横向金属流动,其办法是必须保证机架的驱动水平辊与从动立辊的直径比控制在3:1。同时在设计孔型和轧机调整时要保证轧件腿部与腰部的延伸一致,否则将会影响成品尺寸的准确和外形的完整。
-
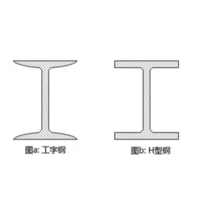 H型钢和工字钢到底有啥区别?
H型钢和工字钢到底有啥区别?常有人问到工字钢与H型钢形状相似,他们到底有啥区别呢?很多人都不能详解。这里为大家做一个详尽的解答:很多人认为工字钢是国内的叫法,H型钢是国外的叫法,其实这个认知是错误的。H型钢和工字钢从形状上来说是不一样的,见下图:
-
 2023年下半年国内钢材市场展望
2023年下半年国内钢材市场展望一季度旺季预期推动钢价上行:开年经济进入复苏轨道,在宏观预期回暖、基建开工项目增多以及地产销售回暖的驱动下,一季度钢价呈现上涨;
-
 消失的钢材需求,去哪儿了?
消失的钢材需求,去哪儿了?进入7月份以来,温度日益升高,人们普遍感觉酷暑难挨。然而,钢铁行业在这个盛夏里却没有一点热度,如同步入了北极的冰天雪地一样寒气逼人,行业利润水平已经处于2015年以来的新低。
-
 螺旋钢管的生产体现在哪些方面?
螺旋钢管的生产体现在哪些方面?本公司常年备有现货库存,选钢材就选【赣达钢铁】,20年专注钢材,品牌服务,超过10000家供应企业,钢材批发,可货到付款,专注批发销售角钢,槽钢,工字钢,H型钢,钢板,中厚板,花纹板,镀锌方管,镀锌圆管,无缝钢管,不锈钢板材,不锈钢型材,不锈钢管材, 配件弯头等各种加工 钢板,弯圆服务,做到加工,物流配送一站式服务,公司全省物流都发,欢迎前来本公司实体店咨询洽谈! 13507910339吴总 0791-88222520
-
涂塑钢管简介
本公司常年备有现货库存,选钢材就选【赣达钢铁】,20年专注钢材,品牌服务,超过10000家供应企业,钢材批发,可货到付款,专注批发销售角钢,槽钢,工字钢,H型钢,钢板,中厚板,花纹板,镀锌方管,镀锌圆管,无缝钢管,不锈钢板材,不锈钢型材,不锈钢管材, 配件弯头等各种加工 钢板,弯圆服务,做到加工,物流配送一站式服务,公司全省物流都发,欢迎前来本公司实体店咨询洽谈! 13507910339吴总 0791-88222520

