
联系方式
- 联系人: 吴经理
- 手机:13507910339
- 邮箱:5880818@qq.com
- 地址: 中国 江西 南昌 青山湖区 解放东路青山湖南大道金城国际钢材市场43栋20号
- 邮编:330000
产品列表
详情
激光切割机速度,是如何影响切割质量的
本公司常年备有现货库存,买钢材就到【赣达钢铁】,20年专注钢材,品牌服务,专注配送各种工地用钢材,厂家钢材批发,可货到付款,专注批发销售角钢,槽钢,工字钢,H型钢,钢板,中厚板,花纹板,镀锌方管,镀锌圆管,无缝钢管,不锈钢板材,不锈钢型材,不锈钢管材, 配件弯头等各种加工 钢板,弯圆服务,做到加工,物流配送一站式服务,公司全省物流一件欢迎前来本公司实体店咨询洽谈! 全国24小时服务热线:18970091710,13507910339吴总 全国24小时服务热线:0791-88222520
激光切割速度是影响切割质量的重要的因素之一。激光功率大小会影响激光的切割速度,在激光功率一定条件下,有切割速度范围,速度过高或是过慢都会对材料表面平整度造成影响。因此激光切割机速度随下列的因素变化:光束功率、光束模式、光斑尺寸、材料密度、开始气化所需的材料厚度。
实践表明,切割速度过高,切口清渣不净;切割速度过低,则材料过烧,切口的宽度和材料热影响区过大。切割的速度过快时,激光束和材料互相接触时间较短,所以在工件表面光斑的面积会变小,切口的宽度也会变小,而且在光束照射点靠近切口前沿时,激光束的速度太快了导致切口前沿熔化的速度跟不上,那么切口表面的粗糙度就会大打折扣了,而且在切口下部会出现挂渣。切口速度过低也不好,材料和激光互相作用的时间增长,光斑的面积也变大了,切缝也随之变大了,此时会出现熔化速度正常但是切割速度跟不上的问题了,导致过熔反应的发生,从而会造成不整齐而且过宽的切口。激光模式越高,光斑半径就越大,激光光斑模式决定了激光束的质量,它对于激光的切割能力、切缝大小和粗糙度都有很大的影响。在相同的条件下,聚焦光斑直径越小,功率密度就会大,所以切割出来的切口很窄,切割质量也越好。
一般来说,用恒定功率激光切割金属材料时,低碳钢稍比不锈钢容易切割。镀锌钢板和铝板比低碳钢和不锈钢难切割,原因是他们对激光有反射作用。

最新资讯
-
钢材重量计算公式大全:方钢、槽钢、工字钢!
钢材的理论重量是按钢材的公称尺寸和密度(过去称为比重)计算得出的重量称之为理论重量。
-
 建筑用热轧H型钢应用推广思路与建议
建筑用热轧H型钢应用推广思路与建议热轧H型钢作为钢材,凭借其截面模数高、施工便捷、全生命周期低碳等优势,被视为钢结构建筑的核心材料之一
-
 H型钢生产常见五种轧制缺陷
H型钢生产常见五种轧制缺陷近几十年来,随着连铸技术的进步和在线计算机控制轧制自动化程度的提升,H型钢生产工艺也日益成熟。从异形坯到成品的轧制过程,受到轧件温度相对较低、金属塑性变差等条件的限制。首要的是要防止在轧制过程中产生横向金属流动,其办法是必须保证机架的驱动水平辊与从动立辊的直径比控制在3:1。同时在设计孔型和轧机调整时要保证轧件腿部与腰部的延伸一致,否则将会影响成品尺寸的准确和外形的完整。
-
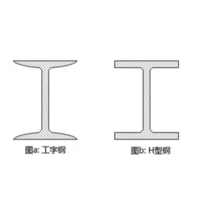 H型钢和工字钢到底有啥区别?
H型钢和工字钢到底有啥区别?常有人问到工字钢与H型钢形状相似,他们到底有啥区别呢?很多人都不能详解。这里为大家做一个详尽的解答:很多人认为工字钢是国内的叫法,H型钢是国外的叫法,其实这个认知是错误的。H型钢和工字钢从形状上来说是不一样的,见下图:
-
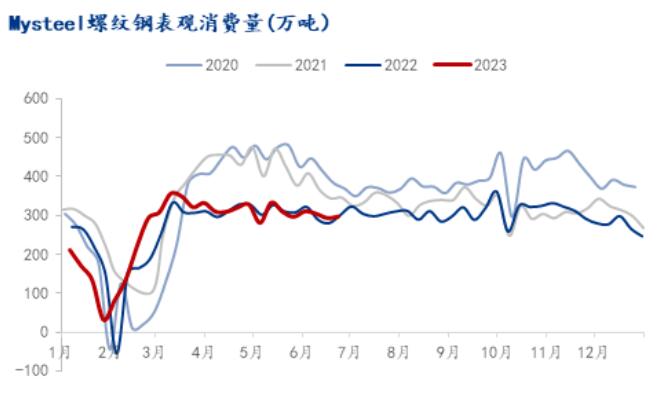 2023年下半年国内钢材市场展望
2023年下半年国内钢材市场展望一季度旺季预期推动钢价上行:开年经济进入复苏轨道,在宏观预期回暖、基建开工项目增多以及地产销售回暖的驱动下,一季度钢价呈现上涨;
-
 消失的钢材需求,去哪儿了?
消失的钢材需求,去哪儿了?进入7月份以来,温度日益升高,人们普遍感觉酷暑难挨。然而,钢铁行业在这个盛夏里却没有一点热度,如同步入了北极的冰天雪地一样寒气逼人,行业利润水平已经处于2015年以来的新低。

